The global demand for mobile hydraulic elevators and lifting machinery has seen an unprecedented surge over the last decade. As international trade expands and the logistics sector undergoes a digital transformation, the need for efficient, safe, and portable lifting solutions has become a cornerstone of modern industrial operations. From massive distribution centers in North America to emerging manufacturing hubs in Southeast Asia, mobile hydraulic elevators—including scissor lifts, dock ramps, and cargo platforms—are essential for streamlining the flow of goods.
In today's fast-paced commercial environment, efficiency is the primary driver of profitability. A mobile hydraulic elevator serves as a versatile tool that bridges the gap between different floor levels or between transport vehicles and loading docks. Unlike permanent installations, mobile units offer the flexibility to reconfigure warehouse layouts or move equipment between different job sites, making them a high-ROI investment for SMEs and large-scale enterprises alike.
Currently, the industry is shifting toward "Smart Lifting." Integration with IoT for remote monitoring and the adoption of high-strength, lightweight alloys are the new standards for top-tier exporters.
Global e-commerce giants and third-party logistics (3PL) providers are the largest purchasers, requiring equipment that can handle continuous 24/7 operations with minimal maintenance.
Professional exporters now strictly adhere to CE, ISO, and ANSI standards, ensuring that every mobile elevator provides maximum safety for operators in diverse environmental conditions.
Shandong Benefits Machinery Co., Ltd. stands at the forefront of the lifting equipment industry. As a premier China Mobile Hydraulic Elevator Factory, we specialize in the international trade of sophisticated lifting machinery. Our commitment is simple yet profound: to become a leading global supplier by delivering high-quality lifting platforms, mobile boarding bridges, and fixed dock ramps to the world market.
With decades of combined experience, our team understands the nuances of global logistics. We don't just export machines; we provide comprehensive loading and unloading solutions tailored to the specific geographical and regulatory requirements of our clients in Malaysia, Europe, the Middle East, and beyond.

Our factory utilizes advanced manufacturing technologies to ensure that every mobile hydraulic elevator meets rigorous structural integrity tests. From raw material selection to the final coat of paint, our process is transparent and professional.







Behind every successful export is a robust R&D department. Our engineers use 3D modeling and stress-simulation software (as seen in our Drawing Design units) to customize products. Whether it's a 2-ton unloading platform for a retail store or a 16-ton heavy-duty yard ramp for a port, we ensure the design is optimized for the user's specific workflow.
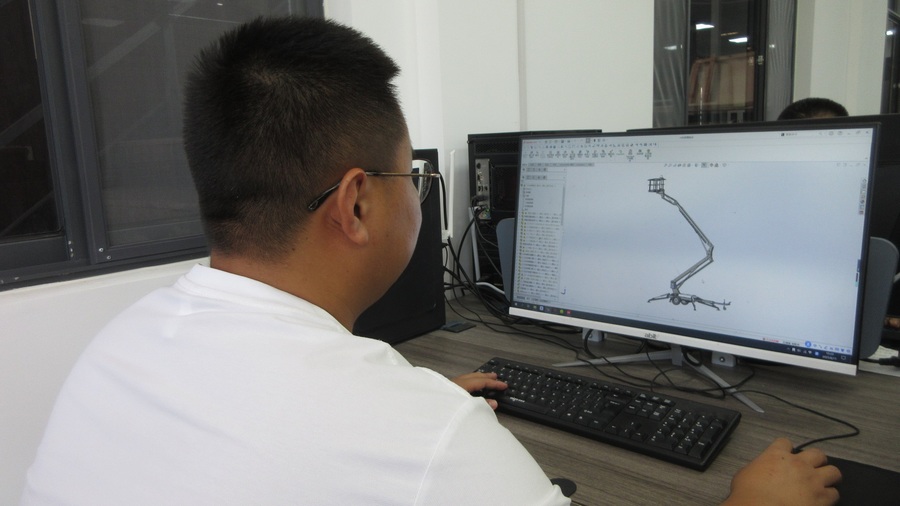
CAD Drawing Design

Structural Planning
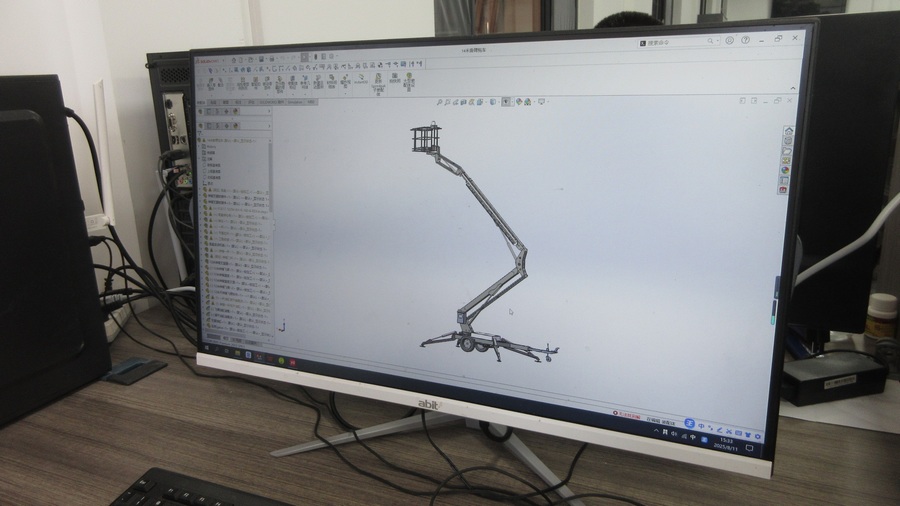
Simulation Lab
Why do international buyers choose China Hydraulic Elevator Exporters? The answer lies in the perfect balance of cost-efficiency and technological maturity. Our products are utilized in varied localized scenarios:
As a factory based in Shandong—the heart of China's machinery manufacturing—we benefit from a complete supply chain. This allows us to source high-grade steel and premium hydraulic components at a lower cost than European or American competitors, without sacrificing quality. This "Supply Chain Excellence" is passed directly to our customers through competitive pricing and faster lead times.



The industry is moving towards Green Energy and Automation. We are currently developing electric-hydraulic hybrids that reduce carbon footprints while maintaining the immense power of traditional hydraulics. Additionally, "Explosion-proof" lifts for the chemical industry and "Corrosion-resistant" ramps for coastal ports are seeing high growth.
Procurement professionals are no longer just looking at the purchase price; they are looking at the Total Cost of Ownership (TCO). Our machines are designed with "Maintenance-Free" pivot points and high-durability seals to ensure that the equipment stays in the field, not in the repair shop.















